Rolling car - roller 1. Classification of rolls Rolls are the main components of rolling trucks. Rolls can be divided into active rolls and passive rolls. The active roller i...
Rolling car – roller
1. Classification of rolls
Rolls are the main components of rolling trucks. Rolls can be divided into active rolls and passive rolls. The active roller is directly driven by the transmission device, while the passive roller is driven by the friction of the active roller.
The roll surface of the active roller generally has a high hardness, and is usually made of hard rubber, cast iron, and is plated with copper or covered with stainless steel. In recent years, on coloring machines, sub-bleaching machines and other machines, the active rollers of rolling cars are made of soft rubber.
The roller surface of the passive roller must be elastic. Therefore, passive rollers are generally made of soft rubber, and there are also fiber rollers made of overlapping layers of cotton fiber, hemp fiber and paper and pressed under high pressure. The main purpose is to prevent the fabric from being damaged when it passes through the nip point and the seam head from breaking when it passes through the nip point.
The rollers can also be named according to the roller surface material, such as hard rubber rollers, stainless steel rollers, peron rollers (microporous rollers), etc. In order to prevent contamination, a layer of polytetrafluoroethylene material is evenly coated on the surface of some new rollers.
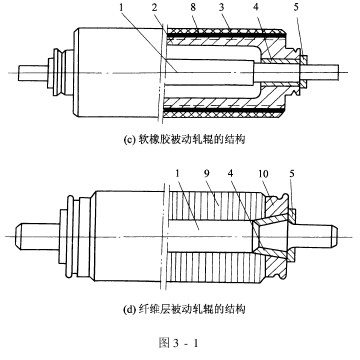
2. The structure of the roll
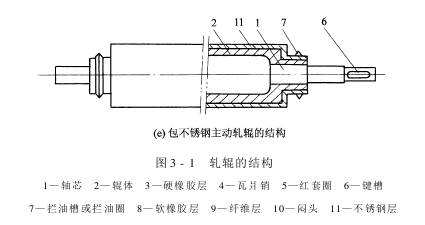
There are many structural forms of the roll, generally consisting of a shaft core, a shaft body, an outer cladding, a red ferrule, a corrugated pin, etc. Several commonly used ones are shown in Figure 3-1.
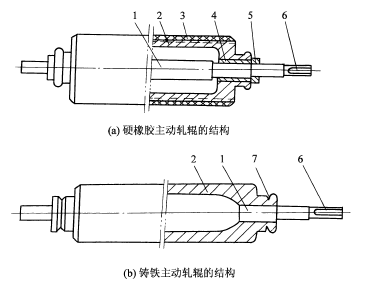
(1) Shaft core: The shaft core generally has an integral shaft and a short shaft There are two types of shafts, made of 45 steel and turned into a ladder shape. The connection between the integral shaft and the roller body should be tightened with a corrugated pin, and the outer end should be tightened with a red ferrule to prevent the corrugated pin from loosening. In recent years, in order to save materials and simplify the finishing process, the shaft core of most rolls adopts two short shafts, which are fastened into the shaft hole of the roll body with red ferrules.
The size of the shaft core depends on the rotation torque and pressure.
(2 ) Roll body: The roll body of the roll is generally made of HT15-33 or HT20-40 cast iron, but the cast iron roller is not corrosion-resistant, so the complete cast iron roller is rarely used in wet finishing, and is mainly used in dry finishing machinery. At present, the rolls of padding mills are mainly made of cast iron rolls covered with stainless steel or titanium plate coatings, and are also made of seamless steel pipes or steel plates ring-welded. In order to balance the operation of the roller, the holes in the roller body need to be machined and calibrated for static balance. The surface of the roller body should be free of defects such as pores and dust inclusions after finishing. If the surface is no longer covered with rubber and is made of stainless steel rollers or chrome-plated rollers, the requirements will be higher. If there are no sesame points, the non-cylindrical degree and out-of-roundness should be less than 0.10mm. The wall thickness of the roller body should be determined according to the stress. The thickness of the cast iron roller body should not be less than 15mm. The minimum thickness of the roller body made of steel pipes and steel plates is as follows:
① Diameter ≤ 100mm, wall thickness not less than 5mm .
②The diameter is between 100~250mm, and the wall thickness is not less than 8mm.
③The diameter is between 250 and 500mm, and the wall thickness is not less than 12mm.
④Diameter﹥750mm, wall thickness not less than 15mm.
Stainless steel roller diameter: 150mm, 200mm, 225mm, 300mm, 350mm, 500mm.
Diameter of butadiene rubber roller: 170mm, 190mm, 250mm, 280mm, 300mm, 350mm, 400mm, 500mm.
(3) The rubber-covered cast iron roller body must have air screw holes drilled at both ends to prevent internal pressure from being generated when the roller body is heated, and hot air can easily enter the roller body. The hole diameter should be no less than 20mm, and it should be blocked with bulkhead bolts after cleaning. If it is another metal roller body, if its diameter is less than 150mm and its length is less than 1200mm, no holes are required. The roller body made of steel pipe or steel plate does not need to have holes.
(4) Because rubber has unique elasticity, appropriate hardness, strength and certain corrosion resistance, except for some hard rollers that use metal rollers, other hard rollers and all soft rollers use hard rubber layers and Covered with soft rubber layer. Rubber hardness (Shore A type) is commonly used as Shore 70, 85, 100, etc. Generally, the active roller is higher than the passive roller.
For a long time, rubber rollers have been covered with natural rubber. However, with the rapid development of processes such as continuous steaming and bleaching, continuous pad dyeing, resin finishing, and high-temperature and high-pressure coloring, natural rubber has poor oil resistance, heat resistance, acid resistance, and strong oxidant resistance, and its performance has deteriorated. It cannot adapt to certain extraordinary process requirements. Therefore, in recent years, the natural rubber rollers used under certain process conditions in the printing and dyeing finishing process have been replaced by various synthetic rubber rollers. In order to achieve the purpose of interchange, reduce reserves and reduce costs, the rolls are universal parts and are produced to unified specifications.
AAAVSGREHTRY45
Extendedreading:https://www.alltextile.cn/product/product-46-497.html
Extendedreading:
Extendedreading:
Extendedreading:
Extendedreading:
Extendedreading:
Extendedreading:
ExtendedReading:
Extendedreading:
Extendedread